
服务热线:
0772-3867745
服务热线:
0772-3867745

电 话:0772-3867745
手机:13607827866
邮 箱:2451080982@qq.com
地 址:广西柳州市燎原路东三巷5号(柳州市鱼峰区燎原企业园内)
网址 : www.mcslz.com

机械制造自动化这是机械化、电气化与自动控制相结合的结果,处理的对象是离散工件。早期的机械制造自动化是采用机械或电气部件的单机自动化或是简单的自动生产线。20世纪60年代以后,由于电子计算机的应用,出现了数控机床、加工中心、机器人、计算机辅助设计、计算机辅助制造、自动化仓库等。研制出适应多品种、小批量生产型式的柔性制造系统(FMS)。以柔性制造系统为基础的自动化车间,加上信息管理、生产管理自动化,出现了采用计算机集成制造系统(CIMS)的工厂自动化控制系统。
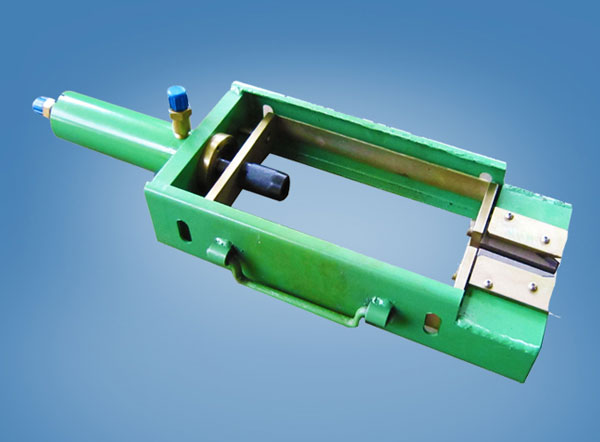
中山提升千斤顶(1)千斤顶的基础。千斤顶的基础应平稳、坚实、可靠。在底面设置千斤顶时,应垫上道木或其他适当的材料,以扩大受力面积。(2)千斤顶的放置。在松软的地面上放置千斤顶时,应在千斤顶下垫好木块,以免受力后倾斜歪倒。当重物升高时,重物下面也要随时放入支撑垫木,但手不能误入危险区。在千斤顶的放置过程中,保持荷载重心作用线与千斤顶轴线一致,顶升过程中要严防由于千斤顶地基偏沉或荷载水平位移而发生千斤顶偏歪、倾斜的危险。要防止千斤顶与重物的金属面或混凝土光滑面接触发生滑动,必要时要垫以硬木块。(3)顶升操作。千斤顶的顶升高度应不超过有效顶程。起升大型物体时(如大梁)应两端分开起落,一端起落,另一端必须垫实、垫牢、放稳。口碑好的提升千斤顶千斤顶不准超负荷使用。启动千斤顶不宜急促,应有节奏匀速上升,下降时要缓慢。多台千斤顶同时使用时,要同步操作。千斤顶操作完毕,要进行认真检查,检查油压和隐患情况,并进行维护保养,放置在适当的地方。

千斤顶分为有机械千斤顶和液压千斤顶等,原理各有不同。从原理上来说,液压传动所基于的最基本的原理就是帕斯卡定律,也就是说,液体各处的压强是一致的。这样,在平衡的系统中,比较小的活塞上面施加的压力比较小,而大的活塞上施加的压力也比较大,这样能够保持液体的静止。所以通过液体的传递,可以得到不同端上不同的压力,就可以达到一个变换的目的。人们所常见到的液压千斤顶就是利用了这个原理来达到力的传递。螺旋千斤顶以往复扳动手柄,拔爪即推动棘轮间隙回转,小伞齿轮带动大伞齿轮,使举重螺杆旋转,从而使升降套筒获得起升或下降,而达到起重拉力的功能,但不如液压千斤顶简易。

(1)点击主机“张拉报表”后进入张拉报表操作界面(2)数据导出,直接点击“U盘读写”,在弹出的对话界面选择张拉时间,再点【导出数据】按钮即可导出相应的张拉数据报表,所导出的文件在D:UDisk内。(3)张拉结果上报张拉过程中自动上传张拉力和伸长值的变化曲线,张拉完成自动上传张拉结果。梁场管理计算机同时将张拉过程曲线和张拉结果通过网络上报到上级信息监控中心,以便查阅和审核。

一般在围堰建成后仍需长期保留时才使用。板桩截面两侧用榫槽或钢件连接,桩底部向一面倾斜,便于打入地内,同时易使两相邻桩密合。主要用于港湾码头的驳岸及水工建筑的截水墙等。钢筋混凝土地下连续墙 ,其法是用特制钻机自地面向下以泥浆护壁钻挖成不连续的孔壁,再钻挖连通成一道连续孔壁,放入钢筋混凝土预制件,再灌以混凝土使之成墙。这种方法应用于城市土建工程中,作为开挖基坑的围堰,可以靠近已有建筑物施工,又可作承重的基础,截面形状不受限制。已应用于水工建筑物如码头、防渗墙及桥梁施工中。

预应力采用两端对称同时张拉、张拉力和伸长量双控法,两端千斤顶升降压、画线、测伸长、插垫等工作一起进行。千斤顶就位后,先将主油缸少许充油,使之蹬紧,让预应力钢绞线绷直,在钢绞线拉至规定的初应力σ0时,停机量测原始空隙并画线作标记。钢绞线的张拉顺序综合以下几方面因素核算确定:其一避免张拉时构件截面呈过大的偏心受力状态,不使砼边缘产生拉应力;其二计算并比较分批预应力张拉的损失值;其三是尽量减小梁体产生过大的上拱度,防止梁体开裂或变形严重。经综合比较,采用了两阶段传力锚固法张拉,即T梁砼强度达90%后,首先张拉锚固于梁端的N1-N4钢绞线,对此4根钢绞线的孔道压浆,然后存梁;为减小T梁的徐变上拱度,锚于梁顶的N5-N7钢绞线待架梁前再进行张拉并压浆,随即架梁。采用两次张拉工艺的另一优点是:先张拉一部分钢绞线,对梁体施加较低的预应力,使梁体能承受自重荷载,提前将梁移出生产梁位,可大大缩短生产台座使用周期,加快施工进度。


电话:0772-3867745 | 手机:13607827866
邮箱:2451080982@qq.com
地址:广西柳州市燎原路东三巷5号(柳州市鱼峰区燎原企业园内)
 桂公网安备 45020302000173号
桂公网安备 45020302000173号
